Tube Flaring Dies for Fastening Handles - FDH433
Write Your Own Review
Tube Flaring Dies
Use these for flaring tubes to hold handle material in place. These dies are hardened S7 with a 3/8" diameter shank. These will fit into the 1/2 Arbor press we sell for our custom eyelet dies.
To use these, like anything in knife making, it will take a little practice. Here are some tips to getting great results.
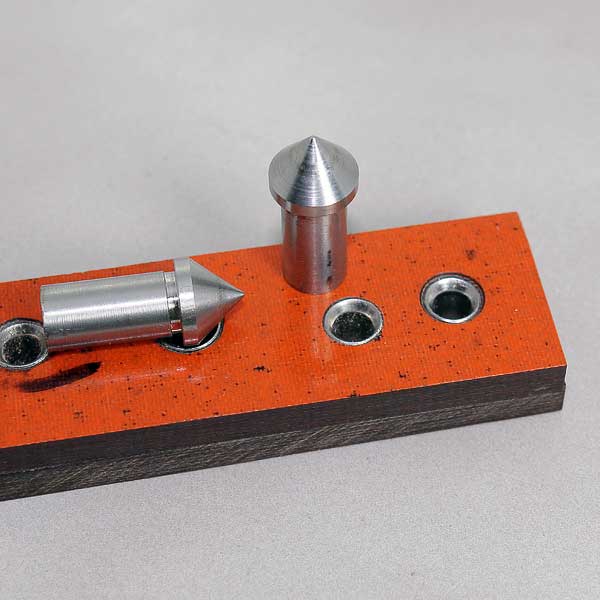
NOTE about the picture: This is a test block and prototype dies. I tried several different lengths of tube and countersink depths until I settled on the above methods. These dies are turned from 303 stainless. The production dies will be made from S7 and heat treated so they will have a light gray patina. Look at the flare on the end. That one was done using the 50% and 20% methods and WATCH what you are doing mentioned above and it worked perfectly.
Use these for flaring tubes to hold handle material in place. These dies are hardened S7 with a 3/8" diameter shank. These will fit into the 1/2 Arbor press we sell for our custom eyelet dies.
To use these, like anything in knife making, it will take a little practice. Here are some tips to getting great results.
- These were designed to be used with an 82degree countersink hole.
- Use thinner wall tubing. .020" works well.
- When counter sinking, make the diameter of the countersunk hole just under 50% larger than the original hole. In other words, if you have a .25" diameter hole, 50% of that is .125" so the outside diameter of the counter sink will be .375".
- The length of the tube matters. (no pun intended) Measure the material thickness and add 20% to get the size of the tube. For example if the handle material is .50" thick, add 20% to that to make the tube .60" thick. This should flare out to fill in the the countersink.
- Pay attention as you SLOWLY flare the tube, taking time to center the tube in the hole. You can use blocks or other spacing material to rest the handle on if you have several to do. It's probably easiest to just look at what you are doing. If you just blindly press the dies, with out centering the tube I promise you will be disappointed in the results.
- Once you have it flared in place, flip it over and give it another squeeze. I don't know why this seems to seat it better but it does.
NOTE about the picture: This is a test block and prototype dies. I tried several different lengths of tube and countersink depths until I settled on the above methods. These dies are turned from 303 stainless. The production dies will be made from S7 and heat treated so they will have a light gray patina. Look at the flare on the end. That one was done using the 50% and 20% methods and WATCH what you are doing mentioned above and it worked perfectly.
